利益を生む「冷やし方」:金型冷却水路が成形品の採算を左右する理由
- ■その不調、実は「金型の熱」が原因かもしれません
- ■熱のムラが招く「見えないコスト」の正体
- ■効率を最大化する「冷却方式」の選択肢
- ■熟練の設計技術が「安定した金型」を創り出す
- ■プラスチック製品の量産・金型製作についてご相談ください
プラスチック製品の製造において、金型の「形」にこだわるのは当然のことです。
しかし、実は製品の仕上がりとプロジェクトの利益率を陰で支配しているのは、金型の表面ではなく「内側」にある、
目に見えない冷却水路の構造だということをご存じでしょうか。
■その不調、実は「金型の熱」が原因かもしれません
◯成形現場で、以下のような課題に直面したことはありませんか?
◯連続成形を続けていると、次第に製品の寸法がバラついてくる
◯成形サイクルをあと数秒短縮したいが、これ以上は無理だと諦めている
◯製品にひずみ(内部応力)が生じ、強度が安定しない
もし一つでも心当たりがあるなら、金型の冷却設計を見直すことで、その課題は劇的に改善する可能性があります。
■熱のムラが招く「見えないコスト」の正体
金型は、熱い溶融プラスチックを流し込み、固めて形にする装置です。
連続して成形を行えば、当然ながら金型温度は上昇し、複雑な形状であればあるほど温度分布は不均一になります。
この「熱のムラ」を放置したまま成形を続けると、プラスチックが固まる際に無理な力がかかる「内部応力」が発生します。
これが、製品の反りや強度不足、寸法精度の低下を招く元凶です。
また、冷えるのを待つ時間は「コスト」そのもの。冷却が非効率な金型は、一秒ごとに貴社の利益を削っていると言っても過言ではありません。
■効率を最大化する「冷却方式」の選択肢
金型冷却水路の設計は、生産工程の採算性に直結する極めて重要なポイントです。
現在、主に用いられている冷却方法には、以下の3つのスタイルがあります。
・水冷式(主流): 金型内部に水路を設け、水や冷却液を循環させる最も効率的で一般的な方法です。
・空冷式: 風を利用して冷やす方法。設備はシンプルですが、水冷に比べると冷却効率は劣ります。
・ノズル式冷却: 特定の熱がこもりやすい箇所にピンポイントでノズルを配置し、集中冷却を行います。
重要なのは、製品の形状に合わせて「どこを、どう効率的に冷やすか」を最適化することです。
冷却時間の短縮は、そのまま成形サイクルの短縮に繋がり、工場の生産性を最大化させます。
■熟練の設計技術が「安定した金型」を創り出す
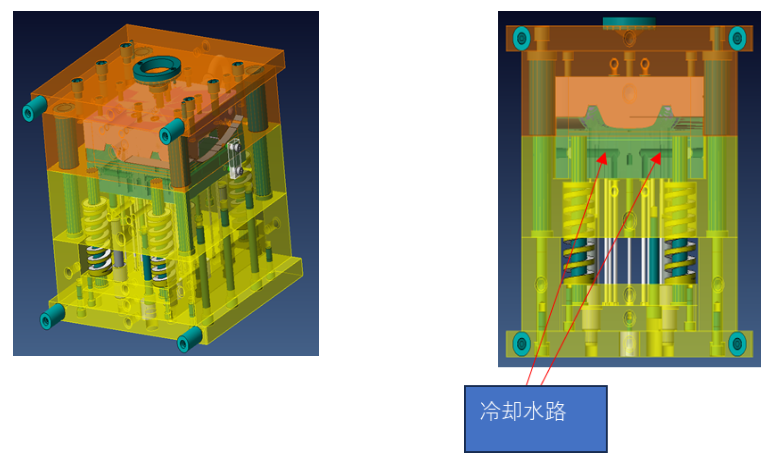
「水路なんて、ただ穴を開ければいい」と思われがちですが、そこには設計者の知見が凝縮されています。
水路の配置、太さ、そして熱源からの距離。これらを緻密に計算し、
金型全体の温度を均一に保つ「理想的な水路構造」を構築することで、成形品の品質は劇的に安定します。
冷却の最適化によってサイクルタイムが数秒縮まれば、数万・数百万個と積み重なる量産現場では、最終的な利益に莫大な差が生まれます。
金型は「冷やし方」ひとつで、稼げる資産にも、効率を落とす負債にもなり得るのです。
熟練の設計技術による最適な冷却システムは、貴社の製品に圧倒的な市場競争力をもたらします。
■プラスチック製品の量産・金型製作についてご相談ください
私たちは、製品の意匠だけでなく、量産現場での「採算性」を見据えた冷却設計も得意としています。
「今の冷却設計で、本当に最短サイクルと言えるのか?」
「製品のひずみを解決し、品質を安定させたい」
「古い金型の水路構造を見直し、生産性を上げたい」
そのような疑問や課題をお持ちの方は、ぜひ一度私たちにご相談ください。
金型構造のプロフェッショナルとして、貴社の生産効率を最大化する最適な金型をご提案いたします。
お問い合わせ・お見積り依頼はこちらから▼(CTA)
https://micro-f.co.jp/contact.html
プラスチック射出成形における金型設計では、製品形状だけでなく金型内部の冷却水路設計が品質・生産性・利益率を大きく左右します。冷却不良や温度ムラは、寸法不良、反り、ヒケ、内部応力、強度低下、成形不安定の原因となります。金型冷却方式(水冷式・空冷式・ノズル冷却)の最適化、冷却水路レイアウト設計、水路径・配置バランス調整、熱解析を行うことで、サイクルタイム短縮、量産効率向上、コスト削減、歩留まり改善が可能です。既存金型の冷却改造、水路再設計、量産トラブル改善にも対応。プラスチック金型製作、射出成形量産、冷却設計見直しのご相談を承ります。