最後の数ミリが品質を決める。成形品の命運を握る「エジェクターピン」の重要性
- ■せっかくの「力作」を、取り外す瞬間に壊していませんか?
- ■「作る」ことと同じくらい、「取り出す」ことは難しい
- ■ピンの「形状」と「配置」が品質の分岐点
- ■前工程が完璧でも、ここで失敗すれば「ゼロ」になる
- ■その「一押し」に、プロの知見を。
製品設計が完璧で、金型の精度も申し分ない。
しかし、いざ量産を始めると製品に歪みや亀裂が生じてしまう……。
そんな経験はありませんか?
実は、プラスチック成形において「完璧な製品」が出来上がる直前、
最後に製品を金型から押し出す数ミリの挙動が、すべての努力を台無しにしてしまうことがあるのです。
■せっかくの「力作」を、取り外す瞬間に壊していませんか?
・完成した製品に、目立つ「突き出し跡」やキズが残っている
・離型の瞬間に製品が歪んだり、白化(白くなる現象)が起きたりする
・製品が金型に張り付いてしまい、サイクルタイムが安定しない
もし一つでも心当たりがあるなら、それは金型の「影の主役」である
エジェクターピンの設計に課題があるサインかもしれません。
■「作る」ことと同じくらい、「取り出す」ことは難しい
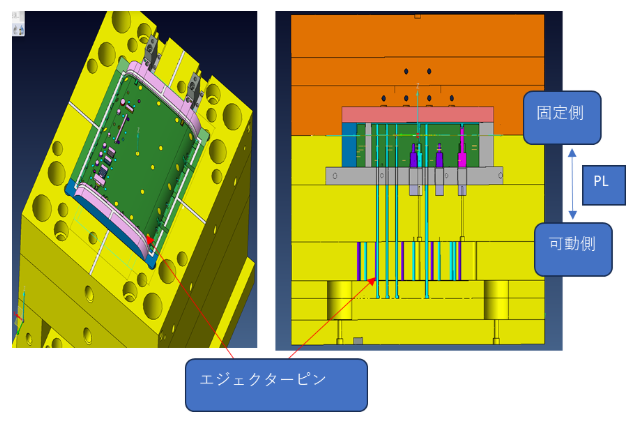
射出成形では、熱いプラスチックを金型に流し込み、冷え固まった後に「製品を取り出す」工程が必ず発生します。
金型が開いた際、製品は通常「コア(可動側)」にしっかりと張り付いています。
これを物理的に押し出すのがエジェクターピンの役割です。
一見、ただ棒で押すだけの単純な仕組みに思えますが、実はここが技術者の腕の見せ所です。
製品が冷えて収縮し、金型を締め付けている状態で、「いかに均等に、優しく、かつ素早く」外すか。
この成否が生産性と品質に直結するのです。
■ピンの「形状」と「配置」が品質の分岐点
エジェクターピンの選定には、製品の形状に応じた適切な使い分けが求められます。
【丸形エジェクターピン(一般的)】
最も普及している形状で、加工性・メンテナンス性に優れています。
【角型エジェクターピン(特殊形状)】
リブ(補強板)が薄い場所や、丸形を配置するスペースがない場合に用いられます。
加工難度は上がりますが、肉薄部分を確実に押し出すためには欠かせません。
さらに、ピンの材質や摩耗を防ぐ表面処理の選定、そして何より「どこを何本で押すか」という配置設計が重要です。
配置が不適切だと、製品に許容できないキズがつくだけでなく、無理な力がかかって割れや歪みの原因となります。
■前工程が完璧でも、ここで失敗すれば「ゼロ」になる
想像してみてください。高度な解析と精密な金型製作を経て作られた製品が、
最後の「突き出し」の一瞬で不良品に変わってしまうリスクを。
エジェクターピンの設計を最適化することは、単に製品を取り出すことではありません。
「成形品の歩留まりを極限まで高め、金型トラブルによる停止時間をゼロに近づける」という、極めて戦略的な工程なのです。
適切な形状、配置、そして滑らかな動作。
この3要素が揃って初めて、安定した量産体制が完成します。
■その「一押し」に、プロの知見を。
私たちは、製品形状や樹脂の特性に合わせた最適な突き出し機構をご提案します。
「製品の表面にピンの跡を残したくない」
「肉薄で複雑な形状を、壊さずに高速で取り出したい」
「現在の金型で起きている離型トラブルを解決したい」
そのような課題をお持ちの方は、ぜひ一度ご相談ください。
お問い合わせ・お見積り依頼はこちらから▼(CTA)
https://micro-f.co.jp/contact.html
プラスチック射出成形における金型設計では、製品形状だけでなく金型内部の冷却水路設計が品質・生産性・利益率を大きく左右します。冷却不良や温度ムラは、寸法不良、反り、ヒケ、内部応力、強度低下、成形不安定の原因となります。金型冷却方式(水冷式・空冷式・ノズル冷却)の最適化、冷却水路レイアウト設計、水路径・配置バランス調整、熱解析を行うことで、サイクルタイム短縮、量産効率向上、コスト削減、歩留まり改善が可能です。既存金型の冷却改造、水路再設計、量産トラブル改善にも対応。プラスチック金型製作、射出成形量産、冷却設計見直しのご相談を承ります。