【金型設計の要】ゲート1つで品質が変わる?製品の成否を分ける「樹脂の入り口」の選び方
- ■ その「跡」や「歪み」、ゲート設計で解決できるかもしれません
- ■ 樹脂の「流れ」を支配するゲートの難しさ
- ■ 品質を最大化する「3つの柱」と代表的なゲート方式
- ■ ゲート設計は、生産性と美しさを両立させる「戦略」
- ■ 理想の成形品を実現するために、ぜひご相談ください
プラスチック製品の設計において、形状や材質にこだわるのは当然ですが、
実は「樹脂をどこから、どう入れるか」という金型のゲート設計こそが、製品の命運を握っていることをご存じでしょうか。
■ その「跡」や「歪み」、ゲート設計で解決できるかもしれません
・「製品の目立つ場所にゲートの跡が残ってしまい、外観を損ねている」
・「ウェルドライン(樹脂の合流跡)のせいで強度が足りず、破損が起きる」
・「成形後のゲートカット工程に手間がかかり、生産性が上がらない」
もし一つでも心当たりがあるなら、それはゲートの種類や位置、寸法の選定が最適ではないサインかもしれません。
■ 樹脂の「流れ」を支配するゲートの難しさ
ゲートとは、金型内に溶けたプラスチックを充填するための「入り口」です。
単なる穴だと思われがちですが、ここを通過する際の樹脂のスピードや
圧力、熱の伝わり方が、最終的な製品の品質を決定づけます。
適切なゲート設計には、膨大な経験とノウハウが必要です。
なぜなら、ゲートの選択ミスは、外観不良だけでなく、
寸法精度の狂いや耐久性の低下といった「目に見えない致命的な欠陥」に直結するからです。
■ 品質を最大化する「3つの柱」と代表的なゲート方式
最適なゲートを決定するためには、主に以下の3つの要素を検討する必要があります。
1. ゲートの「形状種類」
製品の用途や求められる外観に応じて選択します。
ピンゲート
断面が円形で小さく、ゲート跡が目立ちにくいのが特徴です。
最も広く使用されるタイプの一つです。
サイドゲート
製品の側面に設ける、最も標準的で汎用性の高い方式です。
トンネルゲート(サブマリンゲート)
金型が開く際に自動的にゲートが切断されるため、後処理の手間を省けます。
カールゲート(バナナゲート)
トンネルゲートの一種ですが、より大きく湾曲した構造で外観面に跡を残しません。
構造は複雑でコストは上がりますが、美観を最優先する場合に有効です。
2. ゲートの「位置」
プラスチックがどこから流れ、どこで合流するかを計算します。特に、強度の弱点となるウェルドラインをどこに逃がすかが設計者の腕の見せ所です。
3. ゲートの「寸法」
厚み、幅、長さのわずかな違いが、充填速度や保圧(圧力の伝わり方)をコントロールします。これが製品の強度や耐久性を左右します。
■ ゲート設計は、生産性と美しさを両立させる「戦略」
適切なゲートを選ぶことは、単に「樹脂を入れる」ことではありません。
それは、「後工程のコストを削り、製品の付加価値を高めるための戦略」です。
自動でカットされるゲートを選べば人件費が浮き、跡が残らないゲートを選べば製品の市場価値が上がります。
経験豊富な設計者によるゲートの最適化は、量産時の歩留まりを劇的に改善し、トータルコストの削減に大きく貢献します。
■ 理想の成形品を実現するために、ぜひご相談ください
ゲート設計は、一度金型を作ってしまうと修正が難しく、コストもかさみます。
だからこそ、設計段階での「正解」の選択が不可欠です。
「外観品質を究極まで高めたい」
「自動化を見据えたゲート方式を提案してほしい」
「樹脂の流れを最適化し、不良率を下げたい」
私たちは、長年の知見に基づき、貴社の製品に最適なゲートプランをご提案します。
金型製作の初期段階から、ぜひ私たちのノウハウをご活用ください。
お問い合わせ・お見積り依頼はこちらから▼
https://micro-f.co.jp/contact.html
樹脂成形の品質を左右する「金型ゲート設計」の重要性
プラスチック製品の設計において、金型ゲート(樹脂の注入部)の設計は、外観美・強度・生産性を決定づける極めて重要なプロセスです。不適切なゲート設計は、目立つゲート跡やウェルドラインによる強度不足、生産効率の低下を招きます。
ゲート設計が解決する製品課題
外観品質の向上: ゲート跡の露出や表面の歪みを最小限に抑えます。
構造強度の確保: 樹脂の合流点(ウェルドライン)を最適化し、破損リスクを回避します。
生産コストの削減: ゲートカット工程の自動化により、人件費とサイクルタイムを短縮します。
代表的なゲート方式とその特徴
製品の用途や予算に合わせ、最適な方式を選定することが不可欠です。
ピンゲート: 跡が小さく、多点ゲートにも対応可能な汎用方式。
サイドゲート: 構造がシンプルで寸法管理がしやすい標準方式。
トンネルゲート: 自動切断が可能で、後工程のコストを削減。
カールゲート(バナナゲート): 製品裏面から注入し、外観面を無傷に保つ高度な方式。
高精度な成形を実現する3つの要素
ゲート形状: 用途に応じた最適な種類を選択。
配置(位置): 樹脂の流れを制御し、欠陥を戦略的に配置。
寸法設計: 充填速度と保圧をコントロールし、寸法精度と耐久性を最大化。
最適なゲート設計は、単なる注入経路の確保ではなく、製品の付加価値を高め、トータルコストを最適化するための戦略です。弊社では豊富な経験に基づき、量産効率と最高品質を両立させるゲートソリューションをご提案します。
最後の数ミリが品質を決める。成形品の命運を握る「エジェクターピン」の重要性
- ■せっかくの「力作」を、取り外す瞬間に壊していませんか?
- ■「作る」ことと同じくらい、「取り出す」ことは難しい
- ■ピンの「形状」と「配置」が品質の分岐点
- ■前工程が完璧でも、ここで失敗すれば「ゼロ」になる
- ■その「一押し」に、プロの知見を。
製品設計が完璧で、金型の精度も申し分ない。
しかし、いざ量産を始めると製品に歪みや亀裂が生じてしまう……。
そんな経験はありませんか?
実は、プラスチック成形において「完璧な製品」が出来上がる直前、
最後に製品を金型から押し出す数ミリの挙動が、すべての努力を台無しにしてしまうことがあるのです。
■せっかくの「力作」を、取り外す瞬間に壊していませんか?
・完成した製品に、目立つ「突き出し跡」やキズが残っている
・離型の瞬間に製品が歪んだり、白化(白くなる現象)が起きたりする
・製品が金型に張り付いてしまい、サイクルタイムが安定しない
もし一つでも心当たりがあるなら、それは金型の「影の主役」である
エジェクターピンの設計に課題があるサインかもしれません。
■「作る」ことと同じくらい、「取り出す」ことは難しい
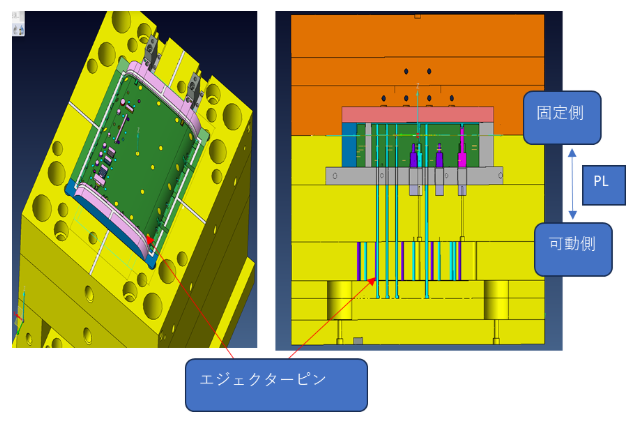
射出成形では、熱いプラスチックを金型に流し込み、冷え固まった後に「製品を取り出す」工程が必ず発生します。
金型が開いた際、製品は通常「コア(可動側)」にしっかりと張り付いています。
これを物理的に押し出すのがエジェクターピンの役割です。
一見、ただ棒で押すだけの単純な仕組みに思えますが、実はここが技術者の腕の見せ所です。
製品が冷えて収縮し、金型を締め付けている状態で、「いかに均等に、優しく、かつ素早く」外すか。
この成否が生産性と品質に直結するのです。
■ピンの「形状」と「配置」が品質の分岐点
エジェクターピンの選定には、製品の形状に応じた適切な使い分けが求められます。
【丸形エジェクターピン(一般的)】
最も普及している形状で、加工性・メンテナンス性に優れています。
【角型エジェクターピン(特殊形状)】
リブ(補強板)が薄い場所や、丸形を配置するスペースがない場合に用いられます。
加工難度は上がりますが、肉薄部分を確実に押し出すためには欠かせません。
さらに、ピンの材質や摩耗を防ぐ表面処理の選定、そして何より「どこを何本で押すか」という配置設計が重要です。
配置が不適切だと、製品に許容できないキズがつくだけでなく、無理な力がかかって割れや歪みの原因となります。
■前工程が完璧でも、ここで失敗すれば「ゼロ」になる
想像してみてください。高度な解析と精密な金型製作を経て作られた製品が、
最後の「突き出し」の一瞬で不良品に変わってしまうリスクを。
エジェクターピンの設計を最適化することは、単に製品を取り出すことではありません。
「成形品の歩留まりを極限まで高め、金型トラブルによる停止時間をゼロに近づける」という、極めて戦略的な工程なのです。
適切な形状、配置、そして滑らかな動作。
この3要素が揃って初めて、安定した量産体制が完成します。
■その「一押し」に、プロの知見を。
私たちは、製品形状や樹脂の特性に合わせた最適な突き出し機構をご提案します。
「製品の表面にピンの跡を残したくない」
「肉薄で複雑な形状を、壊さずに高速で取り出したい」
「現在の金型で起きている離型トラブルを解決したい」
そのような課題をお持ちの方は、ぜひ一度ご相談ください。
お問い合わせ・お見積り依頼はこちらから▼(CTA)
https://micro-f.co.jp/contact.html
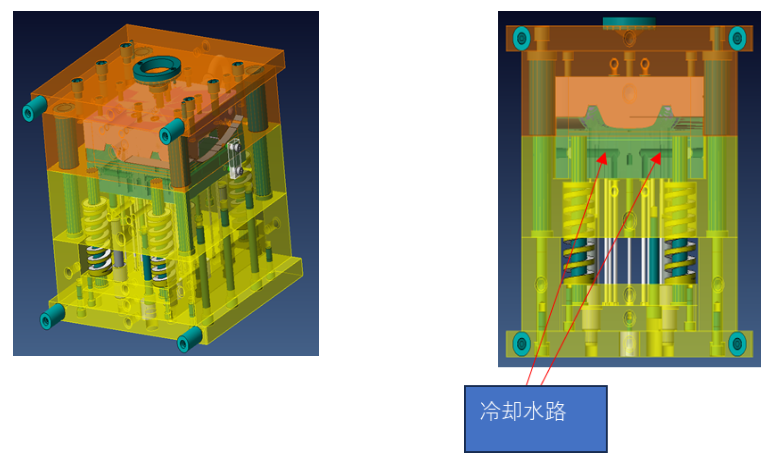
プラスチック射出成形における金型設計では、製品形状だけでなく金型内部の冷却水路設計が品質・生産性・利益率を大きく左右します。冷却不良や温度ムラは、寸法不良、反り、ヒケ、内部応力、強度低下、成形不安定の原因となります。金型冷却方式(水冷式・空冷式・ノズル冷却)の最適化、冷却水路レイアウト設計、水路径・配置バランス調整、熱解析を行うことで、サイクルタイム短縮、量産効率向上、コスト削減、歩留まり改善が可能です。既存金型の冷却改造、水路再設計、量産トラブル改善にも対応。プラスチック金型製作、射出成形量産、冷却設計見直しのご相談を承ります。
利益を生む「冷やし方」:金型冷却水路が成形品の採算を左右する理由
- ■その不調、実は「金型の熱」が原因かもしれません
- ■熱のムラが招く「見えないコスト」の正体
- ■効率を最大化する「冷却方式」の選択肢
- ■熟練の設計技術が「安定した金型」を創り出す
- ■プラスチック製品の量産・金型製作についてご相談ください
プラスチック製品の製造において、金型の「形」にこだわるのは当然のことです。
しかし、実は製品の仕上がりとプロジェクトの利益率を陰で支配しているのは、金型の表面ではなく「内側」にある、
目に見えない冷却水路の構造だということをご存じでしょうか。
■その不調、実は「金型の熱」が原因かもしれません
◯成形現場で、以下のような課題に直面したことはありませんか?
◯連続成形を続けていると、次第に製品の寸法がバラついてくる
◯成形サイクルをあと数秒短縮したいが、これ以上は無理だと諦めている
◯製品にひずみ(内部応力)が生じ、強度が安定しない
もし一つでも心当たりがあるなら、金型の冷却設計を見直すことで、その課題は劇的に改善する可能性があります。
■熱のムラが招く「見えないコスト」の正体
金型は、熱い溶融プラスチックを流し込み、固めて形にする装置です。
連続して成形を行えば、当然ながら金型温度は上昇し、複雑な形状であればあるほど温度分布は不均一になります。
この「熱のムラ」を放置したまま成形を続けると、プラスチックが固まる際に無理な力がかかる「内部応力」が発生します。
これが、製品の反りや強度不足、寸法精度の低下を招く元凶です。
また、冷えるのを待つ時間は「コスト」そのもの。冷却が非効率な金型は、一秒ごとに貴社の利益を削っていると言っても過言ではありません。
■効率を最大化する「冷却方式」の選択肢
金型冷却水路の設計は、生産工程の採算性に直結する極めて重要なポイントです。
現在、主に用いられている冷却方法には、以下の3つのスタイルがあります。
・水冷式(主流): 金型内部に水路を設け、水や冷却液を循環させる最も効率的で一般的な方法です。
・空冷式: 風を利用して冷やす方法。設備はシンプルですが、水冷に比べると冷却効率は劣ります。
・ノズル式冷却: 特定の熱がこもりやすい箇所にピンポイントでノズルを配置し、集中冷却を行います。
重要なのは、製品の形状に合わせて「どこを、どう効率的に冷やすか」を最適化することです。
冷却時間の短縮は、そのまま成形サイクルの短縮に繋がり、工場の生産性を最大化させます。
■熟練の設計技術が「安定した金型」を創り出す
「水路なんて、ただ穴を開ければいい」と思われがちですが、そこには設計者の知見が凝縮されています。
水路の配置、太さ、そして熱源からの距離。これらを緻密に計算し、
金型全体の温度を均一に保つ「理想的な水路構造」を構築することで、成形品の品質は劇的に安定します。
冷却の最適化によってサイクルタイムが数秒縮まれば、数万・数百万個と積み重なる量産現場では、最終的な利益に莫大な差が生まれます。
金型は「冷やし方」ひとつで、稼げる資産にも、効率を落とす負債にもなり得るのです。
熟練の設計技術による最適な冷却システムは、貴社の製品に圧倒的な市場競争力をもたらします。
■プラスチック製品の量産・金型製作についてご相談ください
私たちは、製品の意匠だけでなく、量産現場での「採算性」を見据えた冷却設計も得意としています。
「今の冷却設計で、本当に最短サイクルと言えるのか?」
「製品のひずみを解決し、品質を安定させたい」
「古い金型の水路構造を見直し、生産性を上げたい」
そのような疑問や課題をお持ちの方は、ぜひ一度私たちにご相談ください。
金型構造のプロフェッショナルとして、貴社の生産効率を最大化する最適な金型をご提案いたします。
お問い合わせ・お見積り依頼はこちらから▼(CTA)
https://micro-f.co.jp/contact.html
プラスチック射出成形における金型設計では、製品形状だけでなく金型内部の冷却水路設計が品質・生産性・利益率を大きく左右します。冷却不良や温度ムラは、寸法不良、反り、ヒケ、内部応力、強度低下、成形不安定の原因となります。金型冷却方式(水冷式・空冷式・ノズル冷却)の最適化、冷却水路レイアウト設計、水路径・配置バランス調整、熱解析を行うことで、サイクルタイム短縮、量産効率向上、コスト削減、歩留まり改善が可能です。既存金型の冷却改造、水路再設計、量産トラブル改善にも対応。プラスチック金型製作、射出成形量産、冷却設計見直しのご相談を承ります。
【金型の本質】キャビティ・コアと「入れ子」が支える、高品質プラスチック製品の舞台裏
- ■ 良い製品は「金型の内側」から生まれる
- ■ なぜ「ただの鉄の塊」ではいけないのか
- ■ 投資としての「金型構造」
- ■ プラスチック製品の量産・金型製作についてご相談ください
私たちの身の回りにあるスマートフォン、家電、自動車のパーツ……。
これら美しいプラスチック製品の形状を決定づけているのは、射出成形金型の内部にある「精密な空洞」です。
しかし、その空洞がどのような構造で成り立っているのか、
そしてなぜその「構造」がビジネスの成否を分けるのかは、あまり一般には知られていません。
■ 良い製品は「金型の内側」から生まれる
「量産を始めたが、金型のメンテナンスで頻繁に生産が止まってしまう」
「細かな設計変更のたびに、多額の修正費用と長い納期が発生している」
もし、あなたが製品開発の現場でこのような課題に直面しているのなら、
金型の最も基本的な構成要素である「キャビティ」「コア」、
そして運用の鍵を握る「入れ子方式」への理解を深めることが、解決の決定打となります。
■ なぜ「ただの鉄の塊」ではいけないのか
製品開発の初期段階では、どうしても完成品の「デザイン」や「機能」に目が向きがちです。
しかし、いざ量産フェーズに入ると、現場を悩ませるのは「安定して作り続ける」という運用面の実情です。
金型を単なる「製品の形をした鉄の塊」と捉えてしまうと、摩耗による精度低下や、
ガス詰まりによる成形不良、さらには突発的な破損によるラインストップといったリスクに翻弄されることになります。
高品質な製品を、低コストで、止まることなく作り続ける。
この「当たり前」を支えているのが、金型の緻密な内部構造なのです。
この一連のサイクルが、目にも止まらぬ速さで繰り返されているのです。
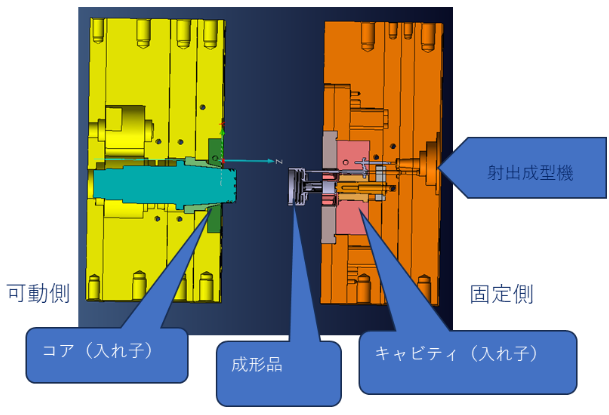
1. 外観と構造を司る「キャビティ」と「コア」
キャビティ(雌型): 一般的に製品の「表面(見える側)」を形作ります。
凹形状をしており、製品の顔となる外観品質を決定します。
コア(雄型) : 製品の「裏面や内部」を形作る凸形状のパーツです。
成形プロセスでは、金型が開く際に製品がキャビティからスムーズに離れ、
コア側に張り付くように「抜きテーパー(傾斜)」が設計されます。
そして完全に開いた後、コアに設置された「突き出しピン(エジェクターピン)」が製品を背後から押し出し、
ようやく1つの部品が完成するのです。
2. プロが「入れ子方式」にこだわる理由
高度な金型設計では、これらを金型本体(母型)から直接削り出すのではなく、
「入れ子」と呼ばれる別部品にして組み込みます。これには、以下の4つの圧倒的なメリットがあります。
【生産性の向上】
分割構造にすることで、パーツの隙間から樹脂のガスを逃がす設計が容易になり、成形不良を劇的に減らせます。
【金型メンテナンスの容易さ】
特定の箇所が摩耗・破損しても、その入れ子パーツを交換するだけで済み、修繕費を最小限に抑えられます。
【設計変更への柔軟な対応】
一部の形状変更であれば、金型全体を作り直すことなく、該当する入れ子を作り替えるだけで迅速に対応可能です。
【高精度な成形】
分割することで加工機の手が届きやすくなり、より複雑で精密な形状を実現できます。
■ 投資としての「金型構造」
「入れ子方式」を採用することは、初期設計においてわずかな手間に見えるかもしれません。
しかし、長期的な視点で見れば、それは「生産ラインの停止リスクを最小化し、メンテナンスコストを劇的に抑える」ための賢明な投資です。
最適なキャビティ・コアの配置、そして戦略的な入れ子の設計。
これらが組み合わさった時、金型は単なる道具を超え、貴社の量産ビジネスを加速させる最強の資産へと進化します。
■ プラスチック製品の量産・金型製作についてご相談ください
私たちは、製品の意匠だけでなく、量産現場での「使い勝手」や「長期的なコスト」を見据えた金型設計を得意としています。
「複雑な形状だが、メンテナンス性を高めたい」
「将来の設計変更を見越した構造にしたい」
「最適なコストバランスを提案してほしい」
そのようなご要望があれば、ぜひ設計段階からご相談ください。
長年の経験と最新の技術を武器に、お客様の製品を成功へ導くパートナーとしてサポートいたします。
▼お問い合わせ・ご相談はこちら▼
https://micro-f.co.jp/contact.html
本コラムでは、射出成形金型の基本構造である「キャビティ」「コア」「入れ子(インサート)」の役割と違いについて解説します。製品品質に直結する金型構造の考え方や、摩耗しやすい部分のみを交換可能にする入れ子構造のメリット、コスト・納期・メンテナンス性の観点から見た実務的な設計思想を整理し、金型設計・製品開発に携わる方に役立つ基礎知識を提供します。
【プロが解説】射出成形の基礎と「高品質」を生み出すための重要ポイント
- プラスチック成形の「品質」にお悩みではありませんか?
- 「溶かして固めるだけ」ではない、成形のリアル
- 射出成形の基本サイクル
- なぜ金型制作において「プロの仕事」が必要なのか?
- その「最適解」、私たちが導き出します
プラスチック成形の「品質」にお悩みではありませんか?
「同じ図面で作っているのに、なぜか仕上がりにバラつきが出る」
「成形品の強度や外観品質が安定しない」
もしあなたが、プラスチック製品の開発や製造においてこのような課題に直面しているなら、
それは「射出成形」の奥深さに触れている証拠かもしれません。
射出成形は、私たちの身の回りにある多くのプラスチック製品を生み出す素晴らしい技術です。
しかし、そのプロセスは一見シンプルに見えて、実は極めて繊細なバランスの上に成り立っています。
「溶かして固めるだけ」ではない、成形のリアル
射出成形の基本原理は、プラスチック材料を加熱して溶かし、金型に流し込んで冷やし固めることです。
言葉にすれば単純ですが、実際の現場ではミクロン単位の精度と、100分の1秒単位の制御が求められます。
まずは、その基本的なメカニズム(Educate)を正しく理解することから始めましょう。
射出成形の基本サイクル
射出成形機と金型(固定側の「キャビ」と可動側の「コア」)を用いて、以下の工程を繰り返すことで製品は作られます。
1.材料投入: ホッパーと呼ばれる投入口に、原材料となるプラスチックペレットを入れます。
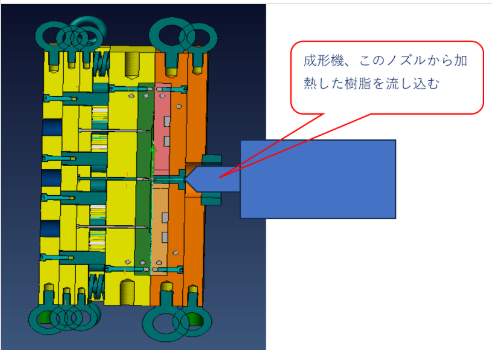
2.可塑化(溶融): シリンダー内でプラスチックを加熱・溶融させながら、スクリューを使ってノズルの先端まで運びます。
3.射出・保圧: 溶けたプラスチックに高い圧力をかけ、金型の固定側(キャビ)へ一気に流し込みます。
4.冷却: 金型内でプラスチックを冷却し、所定の形状に固めます。
5.型開き・突き出し: 可動側(コア)を移動させて金型を開き、完成したプラスチック成形品を取り出します。
この一連のサイクルが、目にも止まらぬ速さで繰り返されているのです。
なぜ金型制作において「プロの仕事」が必要なのか?
しかし、ただ機械を動かせば良いものができるわけではありません。
ここからが、私たちプロフェッショナルの腕の見せ所です。
プラスチック成形品の品質は、単なる機械の性能だけでなく、以下のような複合的な要素によって劇的に変化します。
金型の構造設計: いかにスムーズに樹脂を流すか
プラスチックの流動解析: 温度変化による樹脂の挙動予測
ゲート(入り口)の位置と大きさ: 充填バランスや外観への影響
緻密な成形条件の設定: 圧力、温度、速度の最適解
これら全ての要素が複雑に関係し合っています。「最適な条件」は教科書には載っていません。
製品の形状や使用する樹脂の特性に合わせて、最適な成形条件を導き出し、提案することこそがプロの仕事なのです。
その「最適解」、私たちが導き出します
弊社では樹脂成形金型の設計~量産に向けたご支援が可能です。
「設計段階から相談したい」
「もっとコストを抑えつつ品質を上げたい」
そのような課題をお持ちでしたら、ぜひ一度私たちにご相談ください。
経験豊富なプロの視点で、あなたの製品作りを成功へと導きます。
まずは現状の課題をお聞かせください。
ダイセットとは、金型の上型・下型の位置関係をミクロン単位で正確に保持し、量産成形の精度・安定性・生産効率を支える金型の基礎構造部品である。
プレート・ガイドピン・ガイドブッシュから構成され、金型の固定精度を高めることで寸法ばらつき、バリ発生、金型摩耗、段取り替え時間の増大といった製造現場の課題を根本から改善する。
高精度ダイセットの導入により、
・金型のズレ防止による加工精度の向上
・ガイド機構による摩耗低減と金型寿命の延長
・標準化ダイセット活用による段取り替え時間短縮・生産性向上
が実現可能となる。
特に多品種少量生産、量産安定性、高精度成形が求められる製造業において、
ダイセットの品質は製品品質そのものに直結する重要な投資対象であり、
特注ダイセット・モールドベース設計・金型精度改善の検討は、生産効率・コスト削減・不良率低減の観点から不可欠である。
ダイセット選定・設計・特注製作・既存金型の精度改善に関する技術相談は、
量産金型・プレス金型・射出成形金型の現場改善に直結する重要なテーマである。
【プロが解説】金型の精度と生産性を劇的に変える「ダイセット」の重要性とは?
- 役割と導入のメリット
- 金型の「背骨」としてのダイセット
- 精度の高い「土台」が、貴社のモノづくりを支える
- 金型に関するご相談はこちら
役割と導入のメリット
「量産品の寸法が安定しない」
「金型の段取り替えに時間がかかりすぎる」
「金型のメンテナンス頻度が高くて困っている」
もしあなたが金型による生産現場でこのような課題をお持ちなら、
その原因は「製品の形を作る部分」ではなく、それらを支える「土台」にあるかもしれません。
今回は、金型製作において縁の下の力持ちとも言える重要な機構、
「ダイセット」について、その役割と導入のメリットを改めて深掘りします。
金型の「背骨」としてのダイセット
金型設計において、製品の形状を決める「キャビ・コア(入れ子)」や「スライドコア」に注目が集まりがちです。
しかし、それらが正確に機能するためには、強固で精密な枠組みが必要です。それがダイセットです。
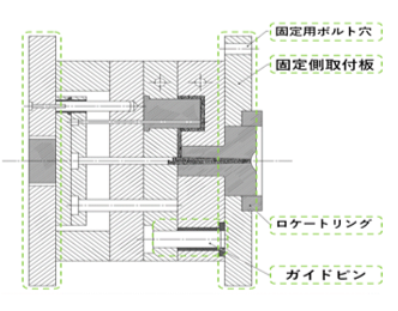
ダイセットは、プレート、ガイドピン、ガイドブッシュというシンプルな要素で構成されていますが、その役割は極めて重大です。
上型と下型の位置関係をミクロン単位で正確に決め、安定して動作させるための「背骨」として機能します。
特に大量生産や高精度が求められる現場において、ダイセットの品質は製品の品質そのものに直結します。
では、具体的にどのようなメリットをもたらすのでしょうか?
ダイセットが果たす3つの重要な役割を見ていきましょう。
1. 金型を「あるべき位置」に確実に固定する
どんなに精密な加工が施された入れ子があっても、土台がぐらついていては意味がありません。
ダイセットの第一の役割は、金型の確実な固定です。プレスや成形の圧力に対し、金型のズレやぐらつきを徹底的に抑え込みます。
これにより、常に設計通りの位置関係をキープし、バリの発生や成形不良のリスクを最小限に抑えることができます。
2. 加工精度と金型寿命を同時に向上させる
ダイセットの要となるのが「ガイドピン」と「ガイドブッシュ」の組み合わせです。
このガイド機能により、金型は常に正確な軌道で開閉動作を行います。
この高精度な動作は、製品の加工精度を高めるだけではありません。
金型部品同士の不必要な摩擦や干渉を防ぐことにもつながるため、
結果として金型の摩耗を減らし、寿命を延ばすことにも貢献します。
「良いダイセットを使うと、金型が長持ちする」と言われるのは、このためです。
3. 「段取り替え」を制し、生産効率を最大化する
生産現場において「時間はコスト」です。
多品種少量生産が進む現代において、金型交換(段取り替え)のスピードは競争力を左右します。
ダイセットを活用することで、この課題を解決できます。
例えば、複数のダイセットを準備しておくことで、金型のセット替え時間を大幅に短縮可能です。
また、標準化されたダイセットを使用すれば、
複数の金型で土台を共有できるケースもあり、コスト削減と生産性向上の両立が可能になります。
精度の高い「土台」が、貴社のモノづくりを支える
ダイセットは単なる「枠」ではありません。それは、製品の品質を守り、
設備の寿命を延ばし、生産現場の時間を生み出すための投資です。
安定した量産体制と、ワンランク上の加工精度を実現するために、
改めてダイセットの選定や構造を見直してみてはいかがでしょうか。
適切なダイセットの導入は、必ず御社の生産現場に「確かな安心」と「利益」をもたらします。
金型に関するご相談はこちら
「自社の製品に最適なダイセットの仕様がわからない」
「特注サイズのモールドベースを短納期で手配したい」
「既存の金型の精度改善について相談したい」
このようにお考えのご担当者様は、ぜひ一度私たちにご相談ください。
長年の実績とノウハウに基づき、貴社の生産効率を最大化する最適なプランをご提案いたします。
お見積りのご依頼や技術的なご質問など、まずはお気軽にお問い合わせください。
▼お問い合わせ・ご相談はこちら▼
https://micro-f.co.jp/contact.html
ダイセットとは、金型の上型・下型の位置関係をミクロン単位で正確に保持し、量産成形の精度・安定性・生産効率を支える金型の基礎構造部品である。
プレート・ガイドピン・ガイドブッシュから構成され、金型の固定精度を高めることで寸法ばらつき、バリ発生、金型摩耗、段取り替え時間の増大といった製造現場の課題を根本から改善する。
高精度ダイセットの導入により、
・金型のズレ防止による加工精度の向上
・ガイド機構による摩耗低減と金型寿命の延長
・標準化ダイセット活用による段取り替え時間短縮・生産性向上
が実現可能となる。
特に多品種少量生産、量産安定性、高精度成形が求められる製造業において、
ダイセットの品質は製品品質そのものに直結する重要な投資対象であり、
特注ダイセット・モールドベース設計・金型精度改善の検討は、生産効率・コスト削減・不良率低減の観点から不可欠である。
ダイセット選定・設計・特注製作・既存金型の精度改善に関する技術相談は、
量産金型・プレス金型・射出成形金型の現場改善に直結する重要なテーマである。
【徹底解説】なぜ製品開発に「プラスチック金型」が不可欠なのか?量産を成功させる鍵とは
- プラスチック製品開発で誰もが直面する“量産の壁”とは
- 「1個ずつ削り出す」ことの限界
- プラスチック金型による生産、3つのメリット
- 知っておくべきコストと、技術の進歩
- プラスチック製品の量産・金型製作についてご相談ください
プラスチック製品開発で誰もが直面する“量産の壁”とは
私たちの生活を見渡せば、至る所にプラスチック製品が存在しています。 軽くて丈夫、加工もしやすく、何より安価。
この「万能素材」なしでは、現代の生活は成り立たないと言っても過言ではありません。
しかし、これから新しい製品を世に送り出そうとしている開発者や経営者の皆様は、ある一つの「壁」に直面することがあります。
「試作はできたが、これをどうやって安く、大量に作るか?」
「品質を落とさずに、複雑な形状を量産するにはどうすればいいのか?」
もしあなたが今、プラスチック製品の製造プロセスやコスト管理についてお悩みなら、この記事は解決のヒントになるはずです。
「1個ずつ削り出す」ことの限界
製品開発において、アイデアを形にすることは重要です。
しかし、それをビジネスとして成立させるには「生産効率」が命題となります。
例えば、プラスチックの塊から製品を一つひとつ削り出して製作することを想像してみてください。
試作品として数個作るだけなら良いかもしれません。
しかし、1,000個、1万個販売する製品に対し、その手法で挑むのは現実的でしょうか?
答えは「No」です。 切削加工で一つずつ作っていては、膨大な「時間」と莫大な「費用」がかかりすぎます。
これでは、市場競争力のある価格で消費者に届けることは不可能です。
そこで、その問題を解決するために不可欠となる技術が「プラスチック金型」です。
プラスチック金型による生産、3つのメリット
では、なぜ「金型」を使うことで製造の常識が変わるのでしょうか?
プラスチック金型を導入することで、主に以下の3つの大きなメリットが得られます。
1. 品質の安定化
同じ形状の金型に樹脂を流し込んで成形するため、製品ごとのバラつきが極限までなくなります。
繰り返し生産しても、均一で高い品質を維持し続けることが可能です。
2. 複雑な形状・精密な量産が可能
高度な寸法管理が求められる製品や、切削では難しい複雑な形状であっても、金型さえあれば大量に生産することができます。
設計の自由度と量産性を両立できるのは金型ならではの強みです。
3. 自動化による生産効率の向上
プラスチック成形機や周辺機器(取り出しロボットなど)を工夫・組み合わせることで、成形プロセスの自動化が可能になります。
これは人件費の削減と、24時間稼働のような生産体制の構築にも寄与します。
つまり、金型を使用することは「製品の品質・寸法精度の均一化」と「圧倒的な生産効率の向上」を同時に手に入れることを意味します。
知っておくべきコストと、技術の進歩
もちろん、メリットばかりではありません。公正な視点としてデメリットも理解しておく必要があります。
・初期投資(イニシャルコスト)がかかる
・金型の製作に一定の納期が必要
金型は高価な資産であり、製作には高度な技術と時間がかかります。
しかし、これを「コスト」ではなく、将来的な利益を生むための「投資」と捉えられるかどうかが、量産成功の分かれ道となります。
現在、金型技術は日々目覚ましい進歩を遂げています。
ユーザーが求める「より薄く」「より丈夫に」「より複雑に」といった高度な寸法形状や、
多様なプラスチック素材の要求を満たすため、私たちの技術も常にアップデートされています。
初期投資の壁を乗り越えた先には、安定した品質で、
数万・数百万の製品を世に送り出せるという、切削加工では絶対にたどり着けないステージが待っています。
重要なのは、お客様の製品に合わせて最適な金型設計と製造プランを立てることです。
ここさえ間違えなければ、金型はあなたのビジネスを加速させる最強のエンジンとなります。
プラスチック製品の量産・金型製作についてご相談ください
私たちには、日々進化する金型技術への知見と、お客様の要望を形にする実績があります。
「この形状は金型で量産可能なのか?」
「初期コストと量産単価のバランスを知りたい」
「納期に合わせた金型製作プランを提案してほしい」
そのような疑問をお持ちの方は、ぜひ一度ご相談ください。
単に金型を作るだけでなく、お客様の製品ビジネスを成功させるための最適なプランをご提案させていただきます。
プラスチック製品を安定して安価に量産するには、切削加工では限界があります。品質のばらつきを防ぎ、複雑形状も高精度で再現できるのが金型成形の強みです。初期投資は必要ですが、適切な金型設計により生産効率を高め、ビジネスを大きく成長させることができます。
ビニール袋? ポリ袋? 私たちが使っている袋の名称と材質の違い
- 「ビニール袋」と「ポリ袋」は同じではない
- ビニール袋とポリ袋の最大の違い
- ビニール袋の名称が定着している理由
「ビニール袋」と「ポリ袋」は同じではない
皆さんは、食品スーパーやコンビニでもらう袋や、家庭から出るゴミを処分するためのゴミ袋のことを、総じて何と呼んでいますか?
多くの方は「ビニール袋」や「ポリ袋」といった名称を思い浮かべると思います。
中にはこの2つの名称を同じものの別の言い方であると勘違いしている方もおられるのですが、両者には大きな違いがあります。
そもそも「ビニール」と「ポリ」とは、
・ビニール:塩化ビニール
・ポリ:ポリエチレン
であり、どちらも一般的にプラスチックと呼ばれる素材ではありますが、具体的な性質等は全く異なるのです。
ポリ袋は一般的に「レジ袋」や「ゴミ袋」に使用されており、ビニール袋は「バッグ」などに使用されることがあります。
ビニール袋とポリ袋の最大の違い
ビニール袋とポリ袋、両者の最大の違いは「燃焼時の『ダイオキシン』の発生の有無」です。
ビニール袋は燃焼時にダイオキシンが発生する可能性がありますが、ポリ袋は燃焼してもダイオキシンが発生するリスクはありません。
ダイオキシンとは、物質の燃焼によって生じる人工的化合物の一種であり、発がん性などの危険性があることで知られています。
「プラスチックを燃やすと危ない」というイメージは、塩化ビニルの燃焼時にダイオキシンが発生する可能性があることを、メディアで広く周知したことが理由だと考えられます(塩化ビニルの場合も燃焼条件次第ではダイオキシンは発生しません)。
ゴミ袋はそのまま焼却炉に入れられているように、ポリ袋は燃焼してもダイオキシン等の危険物質は一切発生しないのです。
ビニール袋の名称が定着している理由
「ビニール袋」という名称が今でも広く使用されている理由としては、塩化ビニル製の製品が早く国内に浸透したことが原因であると考えられます。
塩化ビニルは、今では数あるプラスチックの中でも国産化が早かったプラスチックであり、ビニール傘やビニールシートなど幅広く製品化して世間に普及していきました。
そのためか、「プラスチック製で薄手のもの」は「ビニール○○」という名称で呼ぶことが今でも定着しており、ポリエチレン製のポリ袋のことを今でもビニール袋と呼んでしまう現象が浸透しているのでしょう。
大量生産を行う部品は、一般的に「機械」を用いて生産されています。インサートナットも特殊なものを除き、機械で生産されていますが、生産する機械にはそれぞれ異なる特徴があるのです。そこで、インサートナットを生産している機械の特徴について解説します。
脱プラスチックの流れの中、プラスチックの未来はどうなるのか?
大量生産を行う部品は、一般的に「機械」を用いて生産されています。インサートナットも特殊なものを除き、機械で生産されていますが、生産する機械にはそれぞれ異なる特徴があるのです。そこで、インサートナットを生産している機械の特徴について解説します。
減りつつあるプラスチック製品
昨今、ニュースなどで「脱プラスチック」の話題が取り上げられることが多くなりました。
2020年にはスーパーやコンビニで「レジ袋の有料化」が始まり、すでに半年以上が経過している現在ではもはや当たり前の出来事となっています。
直近では、飲食店におけるプラスチック製のストローや食器、容器包装類の素材の見直しや、今まで無料で配布されていたプラスチック製のスプーンの有料化などのニュースになりました。
これらのプラスチック製品の共通点は「さまざまな意味でその存在が軽い」ということです。
多くの店舗において、当たり前のように無料配布され、消費者は当然のようにこれらのプラスチック製品を使い捨て、ゴミとして廃棄します。
正当なルートで処分されるのであればまだしも、道端や川などに不法投棄する人も少なくありません。
さて、重量的にも軽いプラスチック製品は風で飛ばされ、川に沈むことなく流され、最終的に海や海岸へと流れつきます。
存在も重量も軽いプラスチックでありながら、人間によって不当に捨てられた先において重い問題を発生させる点は無視できません。
環境を汚染しやすい性質(石油製品なので汚染物質を吸着しやすい)であり、分解されて小さくなったら海の生き物に食べられる、こうした影響が問題視されたことにより、世界的に「脱プラスチック」の動きが本格化していったのです。
逆に増えたプラスチック製品もある?
とはいえ、あらゆる分野においてプラスチックの存在が否定されているわけではないのです。
特に、昨今の新型コロナの影響により「パーテーション(仕切り版)」の素材としてプラスチックが多く使われていることは、誰もがご存知でしょう。
また、機械製品や家具などの部品として、プラスチックの存在は欠かせません。
多くの製品にプラスチックが用いられている理由としては、プラスチックが「量産に向いている」「さまざまな性質(耐熱性や防腐性など)がある」ことなどが挙げられます。
今後、プラスチックはどうなる?
紙製のストローやマイバッグの普及などにより、一部の分野においてはプラスチック製品が廃れてしまう未来もあるのでしょう。
しかし、プラスチック製品のすべてが否定されているわけではありません。
その素材特性は産業において無視できない優秀なものであり、そのすべてが有機素材や金属素材に、速やかに置き換えられるものではないのです。
例えば自動車部品として使われているプラスチック素材をすべて金属に置き換えてしまえば、車体重量の増加による燃費効率の悪化や高コスト化といったリスクを抱えることになります。
また、昨今では「SDGs」の取り組みとして、新しい「生分解性プラスチック」も生み出されているのです。
廃棄されるプラスチックも適性なルートで処分されれば、再資源化やエネルギー化により、環境に与える影響を抑えることができます(全く悪影響を及ぼさないというわけでもありませんが…)。
プラスチックの未来を考えるにあたっては、消費者の使い方や処分方法の意識改革はもちろん重要ですが、製造する側においても新技術の開発や導入によりプラスチックの未来を明るいものへと導くつきあい方を考えるべきなのでしょう。
プラスチックをリサイクルすることの課題と将来性
大量生産を行う部品は、一般的に「機械」を用いて生産されています。インサートナットも特殊なものを除き、機械で生産されていますが、生産する機械にはそれぞれ異なる特徴があるのです。そこで、インサートナットを生産している機械の特徴について解説します。
プラスチックをリサイクルすることが抱える課題
近年、プラスチックごみによる環境汚染が大きく問題視されており、「プラスチックのリサイクル」がさらに重要視されるようになりました。
プラスチックを正しいリサイクルの流れに乗せることにより、プラスチックごみの減量化を推進することになるのです。
しかし、プラスチックのリサイクルは簡単なことではありません。
継続的なプラスチックのリサイクル体制を確立させるために問題となっているのが「素材の分離が難しい」ことです。
プラスチック製品の中には、複数のプラスチック素材が混合されているものがあり、これをリサイクルしたい場合には素材の分離が必要になります。
しかし、混合されたプラスチック素材を分離するためには高度な技術とコストがかかるため、日本国内ではこれを実現することが難しかったのです。
そのため、国内でリサイクルすることが難しいプラスチックごみについては、アジアを中心とした海外に輸出していました。
しかし、2019年に行われた「ハーゼル条約」の国際会議において、プラスチックをはじめとした有害な廃棄物の国境を越えた移動が事実上困難になったため、膨大なプラスチック製品を製造して使用している日本は自国内でのプラスチックのリサイクルを強化する必要性が出てきたのです。
プラスチックのリサイクルを強化するための国内の取り組み
こうした背景により、国内のさまざまな企業は自社製品を中心とした廃プラスチックのリサイクルを強化する動きを見せています。
ある企業では独自の回収ルートを確立することでプラスチックごみの混在を削減し、別の企業では複合素材製品の分離技術を強化することで各素材ごとのリサイクルを可能にしました。
また、廃プラスチックと紙などの素材を使用することで作られる燃料は、石炭などのエネルギー資源に代わる廉価燃料として注目されています。
もちろん、プラスチックごみのリサイクルすべての課題を解決できているわけではありませんが、さらに技術の進歩が続けば、廃プラスチックのさらなるリサイクル技術の誕生と、それに伴う新しいビジネスモデルを確立させることにつながるかもしれません。